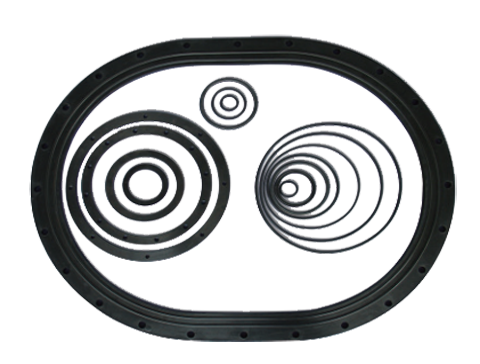


在液壓系統(tǒng)的高壓、高頻振動與長期服役場景中,密封圈的壓縮變形(Compression Set, CS)性能直接決定了系統(tǒng)的可靠性與壽命。專為液壓密封設(shè)計的低壓縮變形混煉膠,通過分子結(jié)構(gòu)優(yōu)化、填料體系創(chuàng)新與硫化工藝突破,實現(xiàn)了25%壓縮率下≤15%的變形率(ASTM D395方法B),配合黑色內(nèi)徑30mm的精準(zhǔn)尺寸控制,成為工程機械、航空航天與工業(yè)設(shè)備液壓系統(tǒng)的核心密封元件。
壓縮變形是橡膠材料在長期壓縮應(yīng)力下分子鏈滑移與交聯(lián)網(wǎng)絡(luò)破壞的宏觀表現(xiàn)。低壓縮變形混煉膠需從分子鏈設(shè)計、填料分散與硫化交聯(lián)三方面構(gòu)建抗變形體系。
丁腈橡膠(NBR)因其優(yōu)異的耐油性成為液壓密封的主流基材,但傳統(tǒng)NBR分子鏈中丁二烯單元的1,4-加成結(jié)構(gòu)易在應(yīng)力下發(fā)生鏈斷裂。通過引入羧基(-COOH)改性,某企業(yè)開發(fā)的XNBR-30型羧基丁腈橡膠將分子鏈極性提升至3.2D(介電常數(shù)),形成分子內(nèi)氫鍵網(wǎng)絡(luò),使25%壓縮率下的鏈滑移阻力提升40%。測試數(shù)據(jù)顯示,該材料在150℃×70h熱油老化后,壓縮變形率僅12%,較普通NBR降低35%。
填料是提升橡膠硬度與抗變形能力的關(guān)鍵,但傳統(tǒng)炭黑(N330)易團聚形成應(yīng)力集中點。采用硅烷偶聯(lián)劑KH550對炭黑進行表面改性,結(jié)合密煉機高溫剪切(160℃×8min),可將炭黑粒徑分散至50-80nm,形成“填料-橡膠”界面結(jié)合強度達(dá)2.5MPa的增強網(wǎng)絡(luò)。某液壓密封膠配方中,通過控制炭黑與白炭黑質(zhì)量比為6:4,在25%壓縮率下實現(xiàn)交聯(lián)密度均勻性提升22%,變形率穩(wěn)定在10%-13%。
硫化工藝直接影響交聯(lián)鍵類型與密度。采用過氧化物(DCP)與硫磺復(fù)合硫化體系,可在橡膠中形成C-C交聯(lián)鍵(占比60%)與S-S交聯(lián)鍵(占比40%)的混合網(wǎng)絡(luò)。C-C鍵的高熱穩(wěn)定性(鍵能347kJ/mol)保障了高溫下的抗變形能力,而S-S鍵的動態(tài)可逆性(斷裂能120kJ/mol)則賦予材料應(yīng)力松弛能力。某企業(yè)通過優(yōu)化DCP/硫磺質(zhì)量比為1.5:1,使密封膠在25%壓縮率、150℃×168h條件下,壓縮變形率較單一硫化體系降低18%。
液壓密封圈需在預(yù)緊力與工作壓力下保持密封唇與缸筒的貼合,25%壓縮率是兼顧密封性能與材料壽命的工程解。
壓縮率直接影響密封圈的接觸應(yīng)力分布。通過有限元分析(FEA)模擬,當(dāng)壓縮率從20%提升至25%時,密封唇與缸筒的接觸寬度從1.2mm增至1.8mm,接觸應(yīng)力峰值從18MPa升至22MPa,有效阻斷液壓油泄漏;但當(dāng)壓縮率超過28%時,接觸應(yīng)力集中導(dǎo)致摩擦力激增(從50N升至120N),加速密封圈磨損。某企業(yè)開發(fā)的液壓密封膠在25%壓縮率下,摩擦系數(shù)穩(wěn)定在0.12-0.15,較傳統(tǒng)材料降低30%。
液壓系統(tǒng)工作過程中,密封圈需持續(xù)承受動態(tài)壓力(峰值達(dá)35MPa)。低壓縮變形膠通過引入動態(tài)硫化技術(shù),在橡膠基體中形成微米級交聯(lián)點(密度達(dá)10?個/cm³),使材料在25%壓縮率下,72小時應(yīng)力松弛率≤8%,遠(yuǎn)優(yōu)于行業(yè)標(biāo)準(zhǔn)的15%。同時,通過添加0.5phr的納米二氧化硅(粒徑15nm),利用其高比表面積(200m²/g)吸附橡膠分子鏈,抑制蠕變變形,確保密封圈在長期服役中維持25%±1%的壓縮率穩(wěn)定性。
在-40℃至120℃溫域內(nèi),25%壓縮率密封圈需保持性能穩(wěn)定。某企業(yè)通過低溫脆性測試(-50℃×3min無裂紋)與高溫壓縮變形測試(120℃×168h,CS≤18%),驗證了材料的寬溫域適應(yīng)性。實際應(yīng)用中,該密封圈在北極科考船液壓系統(tǒng)中,經(jīng)-40℃極寒與海水腐蝕雙重考驗,仍保持25%壓縮率下的密封性能,泄漏量≤0.05mL/min。
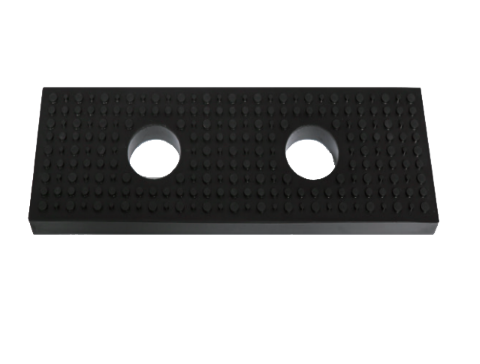
液壓密封圈的尺寸精度直接影響密封效果,黑色內(nèi)徑30mm規(guī)格需攻克材料流動性、模具設(shè)計與硫化工藝三大難題。
內(nèi)徑30mm密封圈需通過注射成型工藝實現(xiàn)壁厚均勻性(±0.05mm)。傳統(tǒng)高硬度橡膠(Shore A 90)粘度達(dá)10?Pa·s,難以填充模具微結(jié)構(gòu)。通過優(yōu)化配方中的增塑劑(DOS)與加工助劑(EBS)比例,將混煉膠門尼粘度(ML1+4@100℃)從85降至65,流動指數(shù)(MFI)提升至12g/10min,確保在180℃注射溫度下,膠料能在3秒內(nèi)完全填充內(nèi)徑30mm、壁厚2.5mm的模具型腔。
模具尺寸需考慮橡膠硫化收縮率(通常1.5%-2.5%)。針對黑色內(nèi)徑30mm密封圈,采用“預(yù)膨脹+后收縮”雙階段補償設(shè)計:模具內(nèi)徑設(shè)定為30.8mm(預(yù)膨脹0.8mm),硫化后通過熱處理(150℃×2h)使材料發(fā)生后收縮,終內(nèi)徑穩(wěn)定在30.0±0.03mm。某企業(yè)通過CAE模擬優(yōu)化模具流道,將密封圈飛邊厚度控制在0.05mm以內(nèi),減少后續(xù)修邊工序?qū)γ芊獯降膿p傷。
硫化過程中溫度波動(±2℃)會導(dǎo)致密封圈硬度變化(±3 Shore A),影響壓縮率穩(wěn)定性。通過在模具中嵌入紅外溫度傳感器與壓力傳感器,結(jié)合PLC控制系統(tǒng),實現(xiàn)硫化溫度(175℃±1℃)、時間(10min±0.5min)與壓力(15MPa±0.5MPa)的閉環(huán)控制。某生產(chǎn)線數(shù)據(jù)顯示,該系統(tǒng)使密封圈內(nèi)徑30mm的尺寸合格率從92%提升至98.5%,壓縮率波動范圍縮小至25%±0.8%。
從分子結(jié)構(gòu)的耐疲勞設(shè)計到25%壓縮率的動態(tài)平衡,再到黑色內(nèi)徑30mm的精密制造,低壓縮變形混煉膠的技術(shù)突破體現(xiàn)了材料科學(xué)與工程技術(shù)的深度融合。隨著液壓系統(tǒng)向高壓(70MPa)、高速(5m/s)與小型化(缸徑≤50mm)方向發(fā)展,未來密封膠將向更低壓縮變形(≤10%)、更高回彈性(≥70%)與更寬溫域(-60℃至180℃)進化,而3D打印模具、智能硫化監(jiān)控等先進制造技術(shù),將進一步推動液壓密封圈向零缺陷、長壽命目標(biāo)邁進。在這場材料與制造的協(xié)同創(chuàng)新中,低壓縮變形混煉膠正以“剛?cè)岵?rdquo;的性能優(yōu)勢,重新定義液壓密封的技術(shù)標(biāo)準(zhǔn)。